Introduction
Remember when factories were all about noisy machines, endless paperwork, and someone blurting, “Who stopped the production line”?
Those days are fading into history very quickly. The future is here in the form of smart factories, machines that speak to each other, sensors that record every process in real time and artificial intelligence to make quicker and smarter decisions, leading sometimes even before a human notices there is an issue.
Using connected systems in smart factories helps improve efficiency, reduce downtime, enhance product quality and lower operational costs as opposed to monitoring and reactive maintenance manually.
With industry revolutionizing the global manufacturing sector, smart factories are laying a strong base for an intelligent, agile future production system that can evolve rapidly with changing market needs.
Smart Factory vs Traditional Factory: Key Differences
Traditional factories mostly depend on manual operations, disconnected machines, and human-driven decision-making to control the manufacturing process. Though efficient, these systems often have issues such as operational inefficiencies, downtime surprises and lack of visibility into the operations.
By contrast, smart factories utilise advanced technologies like IoT, AI, cloud computing and real-time analytics to establish a connected, data-driven manufacturing environment. Machines and sensors are led into software programs, which respond more quickly to changes.
| The Major Benefits Of A Smart Factory ✅ real-time monitoring ✅ predictive maintenance ✅ automated quality control ✅ flexibility in production ✅ optimised resource utilisation |
The Three Main Pillars Of Smart Factory: Connected, Intelligent And Autonomous
⇨ Connected: IoT sensors, industrial networks and cloud platforms link machines, equipment, workers and systems in smart factories. Such tight integration guarantees that data moves throughout your entire production environment in real time.
⇨ intelligent: Data generated by connected objects is processed and analysed using Artificial Intelligence, Machine Learning or Big Data tools. These technologies are capable of delivering feasible insights, recognising trends, projecting equipment failures and providing leverage to data-driven decision making.
⇨ Autonomous: The most sophisticated smart factories are applying real-time information to dynamically adjust production schedules, optimise processes according working conditions and trigger maintenance tasks without human intervention. The autonomous operations minimizes mistakes, maximise efficiency and assist manufacturers to keep pace with changing market drives.
All three pillars combined help manufacturers to improve productivity, flexibility, quality and lower costs.
Smart Factory Statistics and Market Data
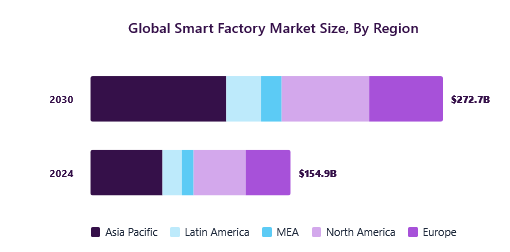
Market Size & Forecast
| 2024 market size | USD 154.89 Billion |
| 2030 projected market size | USD 272.64 Billion |
| CAGR | (2025-2030): 10.0% |
| Asia specific | Largest market in 2024 |
In addition, the growth emphasis on energy efficiency and sustainability, coupled with advancements in technologies such as IoT, AI, and robotics, is propelling the adopting of smart factory solutions across various industries.
Core Technologies That Power Smart Factory
Internet of Things (IoT)
IoT, short for the Internet of Things, connects machines, sensors and devices across every corner of the factory floor to enable real-time data aggregation and information-sharing. It allows you to see your entire operations, equipment performance and production status in its entirety.
Artificial Intelligence and Machine Learning
Machine learning is now also utilized in factories where AI analyzes huge amounts of data from the manufacturing process to identify patterns, predict failure of equipment, and optimize production schedules and automate decision processes, effectively reducing downtime.
Cloud Computing
Cloud platforms securely store, process, and manage factory data in centralized locations. It supports remote monitoring, seamless collaboration, scalability, and integration across several manufacturing plants.
How Smart Factory Actually Works? Step By Step Process Flow
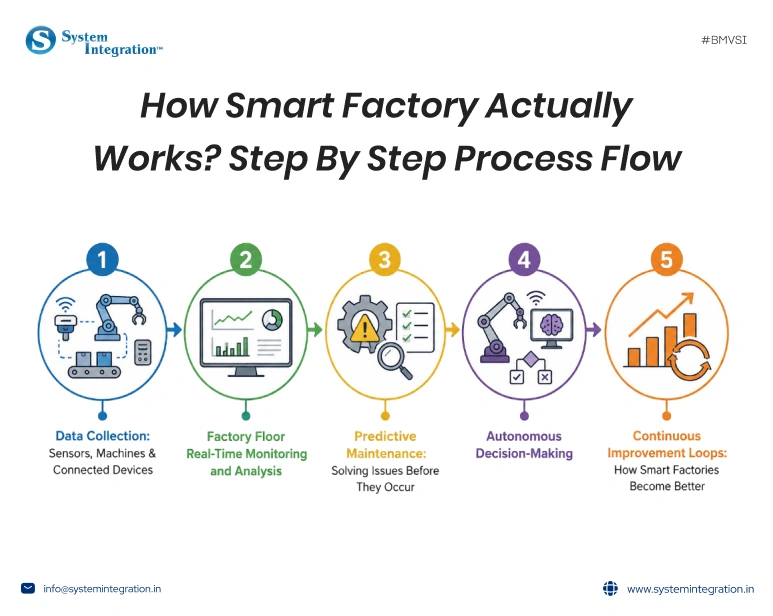
Step 1: Data Collection: Sensors, Machines & Connected Devices
Smart factories start by capturing real-time data flowing from connected machines, sensors, robots and production systems through the manufacturing environment.
- Machine performance data is captured by IoT sensors.
- Equipment continuously reports operational status.
- Production metrics are collected automatically.
- Connected devices share information instantly.
- Centralised data in Cloud Platforms
Step 2: Factory Floor Real-Time Monitoring and Analysis
Data collected is analysed in real time to give complete visibility of production operations, enabling managers to find out issues and opportunities fast.
- Live dashboards display factory performance.
- AI detects unusual operating conditions.
- Production bottlenecks are identified instantly.
- Quality issues trigger immediate alerts.
- Data Speeds Up Decision-Making by Managers
Step 3: Predictive Maintenance: Solving Issues Before They Occur
Predictive maintenance with the help of AI analyses equipment health and usage patterns to predict potential failures before they lead to expensive downtime.
- Sensors monitor vibration and temperature.
- AI predicts equipment failures early.
- Maintenance schedules become proactive.
- Unexpected machine downtime is reduced.
- Equipment lifespan is extended significantly.
Step 4: Autonomous Decision-Making
Using sophisticated software systems, they automatically adapt operations by optimizing resources and reacting to changing production conditions without the need for manual intervention.
- Production schedules update automatically.
- Machines adjust settings independently.
- Resources are allocated efficiently.
- Quality controls run autonomously.
- Human intervention is minimized.
Step 5: Continuous Improvement Loops: How Smart Factories Become Better
Smart factories use operational data to learn continuously, leveraging insights to drive improvements in efficiency, productivity, quality and overall manufacturing performance.
- AI finds process improvements.
- Production workflows are regularly optimised.
- Energy consumption is always reducing.
- Products get better with time.
- Data-driven decisions increase productivity.
Real-World Smart Factory Examples
Amul (India): Safety via Automation
Challenge: People carry germs, and germs ruin milk
Solution: fully automated testing and self-cleaning system, IoT tracking system, ensuring raw milk safety.
ROI Metrics: process millions of litres of milk daily without human intervention.
Henkel (Global): The Digital Backbone
Challenge: 30 factories, all isolated, no shared data
Solution: adapted Cloud “Digital Backbone”, Energy Management System (EMS).
ROI Metrics: around 30% less energy, 20% less water.
Siemens Amberg (Germany)
Challenge: building complex controllers with zero defects.
Solution: AI analytics, edge computing, 1000+ IIoT sensors.
ROI Metrics: A stunning quality rate.

Challenges In Smart Factory Adapting (With Its Solution)
High initial investments & Proving ROI
Deploying advanced smart solution infrastructure demands significant capital, making it difficult to quantify immediate financial returns.
- Solution: Opt for a phased digital transformation. Focus on high-impact, small-scale pilot projects to secure quick wins, build organizational trust, and deliver early ROI.
Ageing Legacy Equipment
Most factories feature a mix of old and new machinery, where older assets lack digital interfaces to communicate with modern AI and analytics platforms.
- Solution: Use retrofit sensor kits and protocol gateways to extract real-time production metrics without replacing entire heavy machinery.
Data silos and scalability
Extracting massive amounts of data from the factory floor is usually not that simple, leading to disconnected systems and inconsistencies in reporting.
- Solution: adopt a unified Namespace (UNS) or edge computing architecture. This normalizes and contextualizes data right at the source, giving AI and ERP systems a single source of truth.
Cybersecurity threats
Integrating Operational Technology (OT) with information technology (IT) opens up internal factory networks to the internet, exposing them to potential data breaches and cyberattacks.
- Solution: implementing a defense-in-depth security strategy. This requires layered security protocols, OT-specific access controls, and endpoint visibility across all interconnected devices.
Wrapping Up Thoughts
Smart factories take down barriers using connectivity, automation and intelligence based on data. Implementing robust smart factory solutions will allow businesses to minimize downtime, ensure better optimization, quality products and agile operations that will remain competitive in the increasingly digital industrial world of the future.
FAQs
A smart factory is a manufacturing facility that uses connected technologies such as IoT, AI, sensors, robotics, and data analytics to automate processes, monitor operations in real time, and make smarter decisions. It helps manufacturers improve productivity, reduce downtime, and increase efficiency.
Smart Factory is the practical approach to a subset of Industry 4.0, which, in turn, is known as manufacturing digital transformation. Industry 4.0 is technologies (AI, IoT, cloud computing, automation) in a smart factory that operate dynamically with integrated production processes to serve the low-costs solutions of intelligent and connectivity-able manufacturing environment.
Well, for a smart factory, it depends on the size of your factory, infrastructure and technology requirements you need to fulfil and automation goals. A few tens of thousands for small-scale implementations can quickly become several million dollars in investments for large enterprise-level smart factory projects.
On the whole, manufacturers start to see quantifiable returns within 12-36 months. Your ROI is contingent on various parameters like the extent of implementation, efficiency gains in operations, reduced downtime, labour savings and increased production throughput. Organizations that target high-return use cases can often deliver results more quickly.